

30
2020
-
04
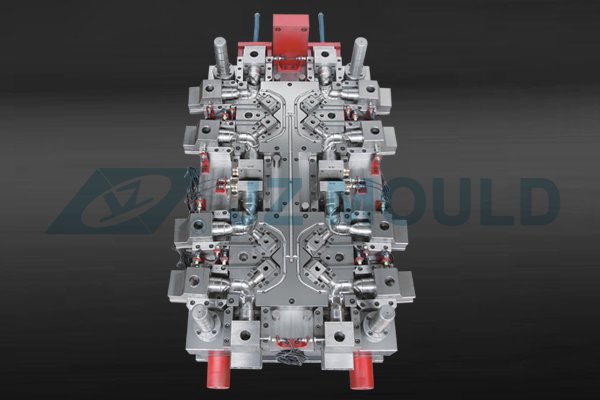
PVC电线盒管件模具的注塑流程与质量要求
PVC电线盒管件模具加工一般需要经历的加工程序有数控铣、电火花、线切割、精雕、钻床、磨床等等,依据客户的要求模具的加工流程都不一样,有些客户对产品外表有特别的要求,但基本上国内的模具都差不多。
PVC电线盒管件模具加工一般需要经历的加工程序有数控铣、电火花、线切割、精雕、钻床、磨床等等,依据客户的要求模具的加工流程都不一样,有些客户对产品外表有特别的要求,但基本上国内的模具都差不多。
PVC电线盒管件模具的注塑流程:
1、PVC在高速混合时,助剂进入PVC树脂的空隙,使助剂在树脂中均匀涣散,考虑到温度在1000C以上有利于物猜中水蒸气蒸出,所以一般热混机的温度设在100~1200C。
2、固体运送区的料筒温度一般控制在100~1400C。若加料温度过低,使固体运送区延长,减少了塑化区和熔体运送区的长度,会引起塑化不良,影响PVC电线盒管件模具质量。
3、从机头口模挤出来的管状物要经过冷却,使它变硬而定型。定型一般用定径套进行外径定型和内径定型两种方式。其中外径定型结构较为简单,操作便利。
4、牵引装置的作用是均匀地引出管材,并经过调理牵引速度调理管子的壁厚。牵引速度取决于挤出速度,一般牵引速度比挤出速度快1%~3%。
PVC电线盒管件模具的质量要求需要对管件模具产品成型工艺、管件模具结构及制作工艺进行分析。确保管件模具寿命高达50万次以上;有必要规划完好的模具结构及加工零件,并提出安装要求及注塑工艺要求;管件模具模具外观有必要确保无锈迹、无撞痕、无残矿工等模块缺点;在模具交货的同时,有必要提供一整套模具易损件和维修保养参考资料。
相关新闻
2022-12-22
2022-12-22
2022-12-22
2022-07-28
2022-01-10
2021-11-12
制造注塑管件模具




